1. 先に結論:I/O割付は「現場機器とPLC内の住所表」
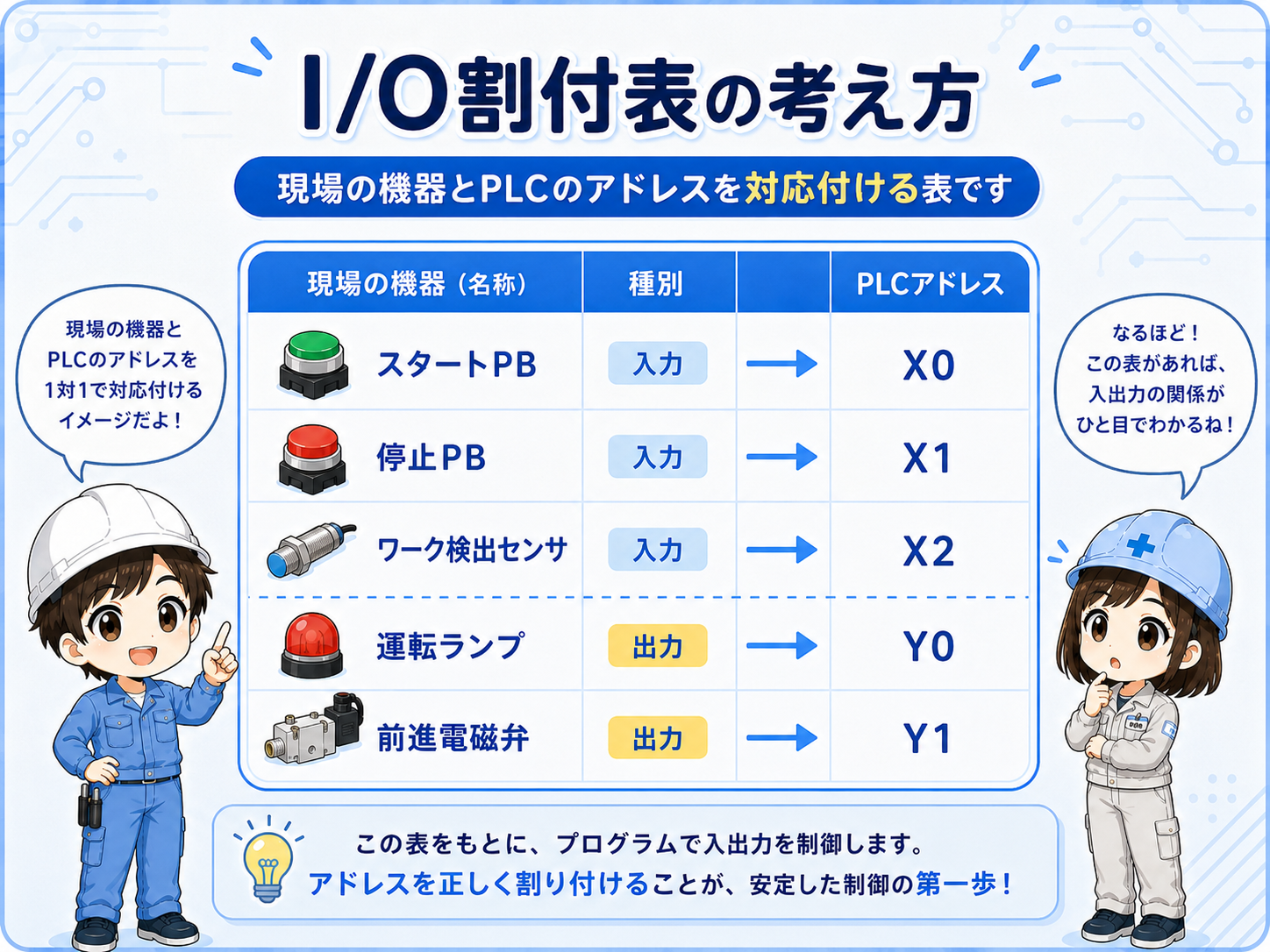
PLCのI/O割付とは、現場についているセンサー、押しボタン、リミットスイッチ、ランプ、電磁弁などを、PLCの入力番号・出力番号へ対応させることです。
たとえば、非常停止の確認信号がX0、スタートボタンがX1、シリンダー前進バルブがY10、運転ランプがY20のように、現場の機器にPLC内の住所を付けるイメージです。
この記事で扱う範囲
この記事では、I/O割付の考え方、X/Y番号の見方、図面・端子台・ラダー・現物をつなげる基本を整理します。実際のI/O番号体系や特殊ユニットの割付は、PLC機種、ユニット構成、現場図面、公式マニュアルに従って確認してください。

先輩I/O割付は、PLCの中の住所録みたいなものだよ。どの機器がどの番号につながっているかを見るんだ。

新人図面の端子番号と、ラダーのXやYをつなげて見るための表なんですね。
2. I/O割付とは何か
I/OはInput/Outputの略で、入力と出力を意味します。入力は、センサーやスイッチなどからPLCへ入ってくる信号です。出力は、PLCからランプ、リレー、バルブ、ブザーなどへ出す信号です。
I/O割付では、この入力と出力にPLC上の番号を割り当てます。これにより、図面で見た機器とラダー上のX/Y番号を対応させて追えるようになります。

| 分類 | 例 | PLCでの見方 |
|---|---|---|
| 入力 | 押しボタン、センサー、リミットスイッチ | X0、X1、X10などとして見る |
| 出力 | ランプ、ブザー、電磁弁、リレー | Y0、Y1、Y10などとして見る |
| 内部処理 | 条件、保持、演算、工程管理 | M、D、T、Cなどを組み合わせる |
| 割付表 | 機器名、端子、PLC番号、コメント | 図面・現物・ラダーをつなぐ表として使う |
3. 入力と出力の「住所」を決める考え方
PLCは、現場の信号をそのまま名前で覚えているわけではありません。実際には、X0やY10のような番号で扱います。そのため、どの現場機器をどの番号にするかを決めておく必要があります。
機器名
どのセンサー、ボタン、ランプ、バルブかを明確にします。
端子番号
制御盤内の端子台やPLCユニットのどこにつながるかを確認します。
PLC番号
X0、X1、Y10など、ラダーで使う番号を確認します。
コメント
ラダー上で何の信号か分かるように名称を残します。
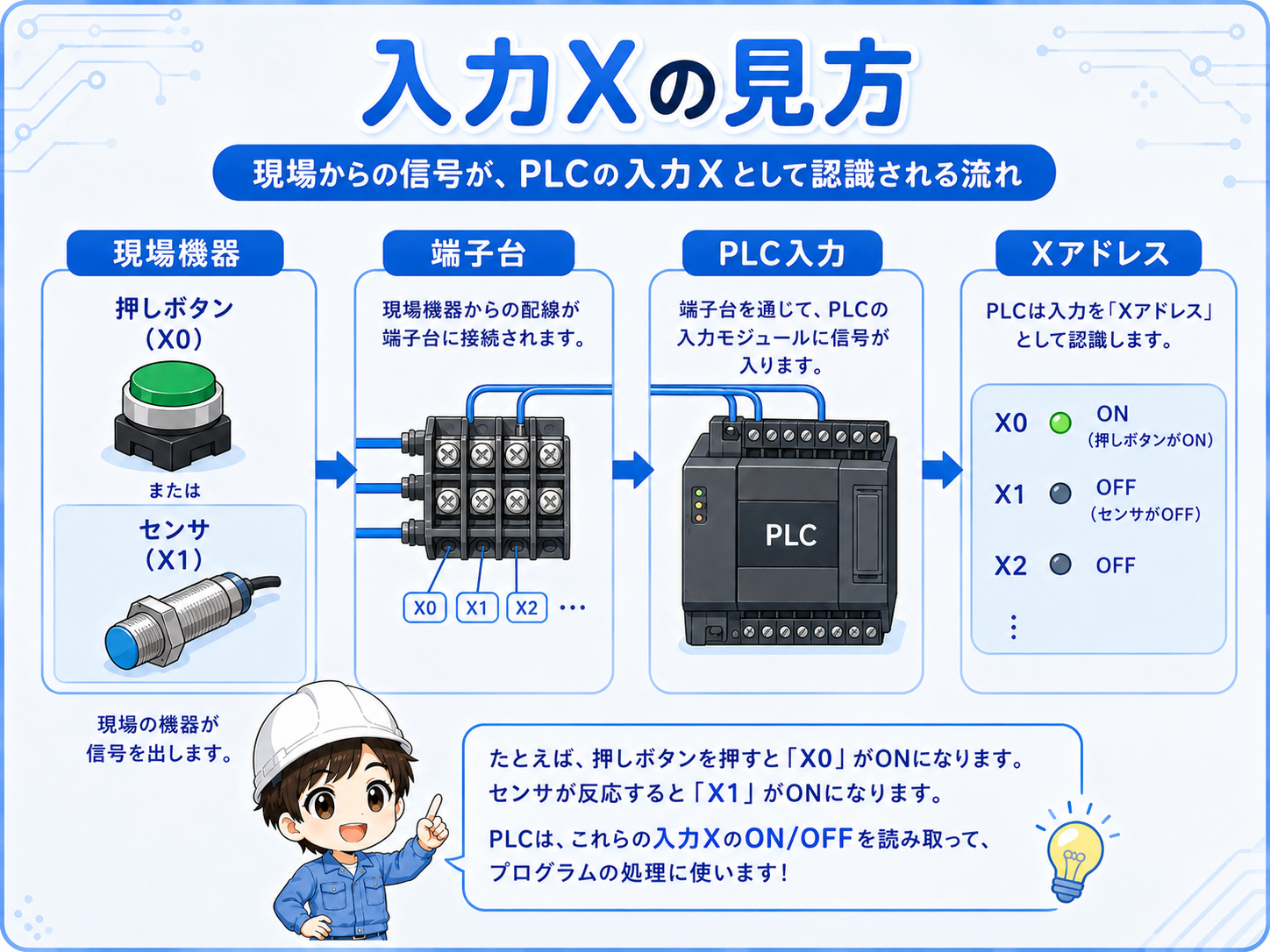
4. 入力Xは「PLCへ入ってくる信号」
入力Xは、現場からPLCへ入ってくる信号です。押しボタン、センサー、リミットスイッチ、非常停止確認、圧力スイッチなどが代表例です。
入力を見る時は、現物がONしているか、端子台に電圧が来ているか、PLC入力LEDが点いているか、ラダー上のXがONしているかを順番につなげて見ます。
- 現物のセンサー・ボタン状態を見る
- 端子台や配線で信号が来ているか見る
- PLC入力ユニットのLEDを見る
- GX Works3などでX番号のON/OFFを見る
- ラダー上でそのXがどの条件に使われているか確認する
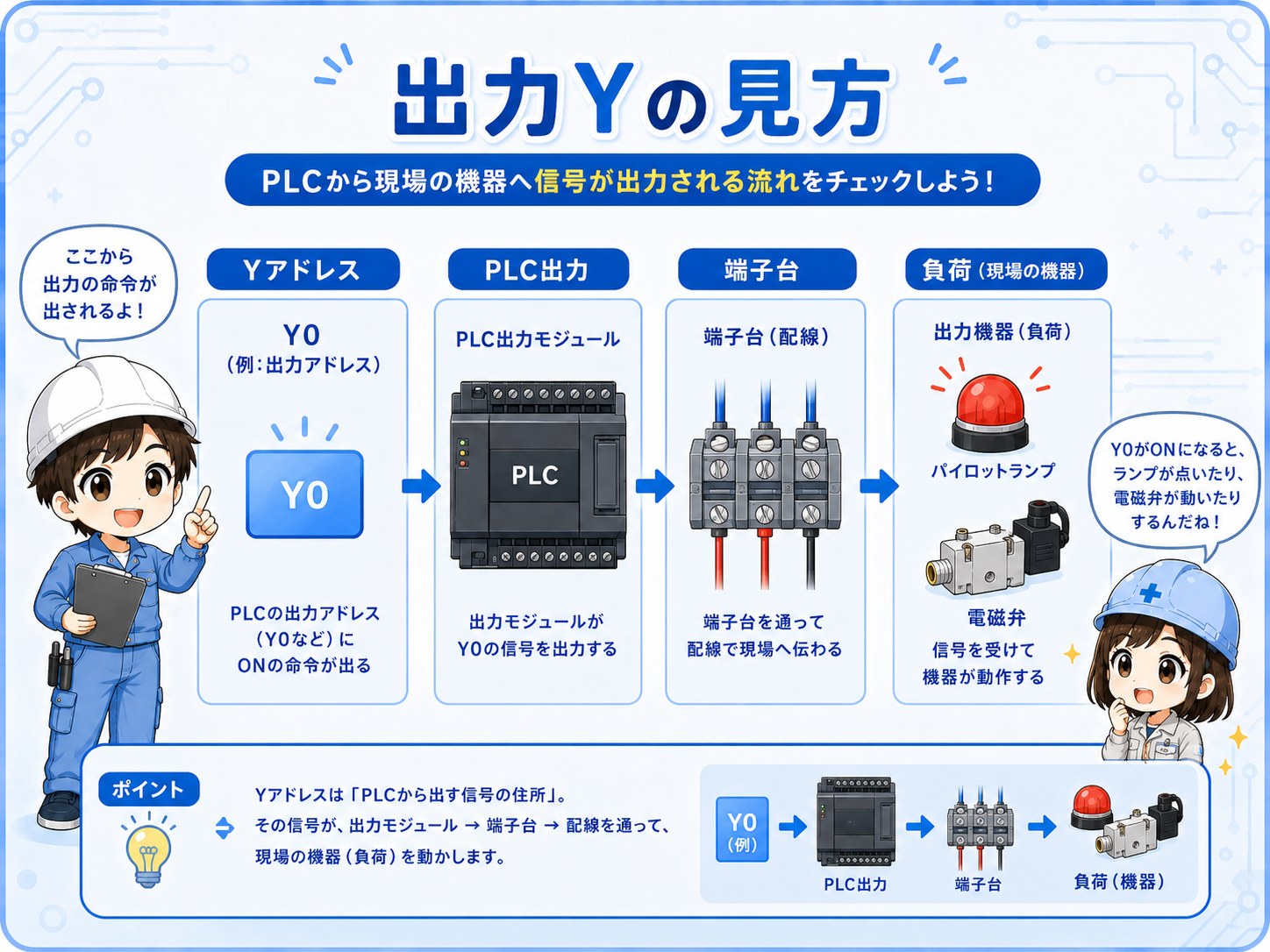
5. 出力Yは「PLCから外へ出す信号」
出力Yは、PLCから外部機器へ出す信号です。ランプ、ブザー、リレー、電磁弁、マグネットスイッチ、外部装置への指令などが代表例です。
出力を見る時は、ラダー上でYがONしているか、PLC出力LEDが点いているか、端子台に電圧が出ているか、実際の負荷が動いているかを順番に見ます。
YがONでも負荷が動くとは限らない
ラダー上でYがONしていても、出力ユニット、ヒューズ、電源、リレー、配線、負荷側の異常で動かないことがあります。PLC側と外部回路側を分けて確認します。
6. 図面・端子台・ラダーをつなげて見る
I/O割付で大切なのは、1つの資料だけで判断しないことです。図面では機器名や端子番号、ラダーではX/Y番号、現物では実際の配線やLED状態を見ます。
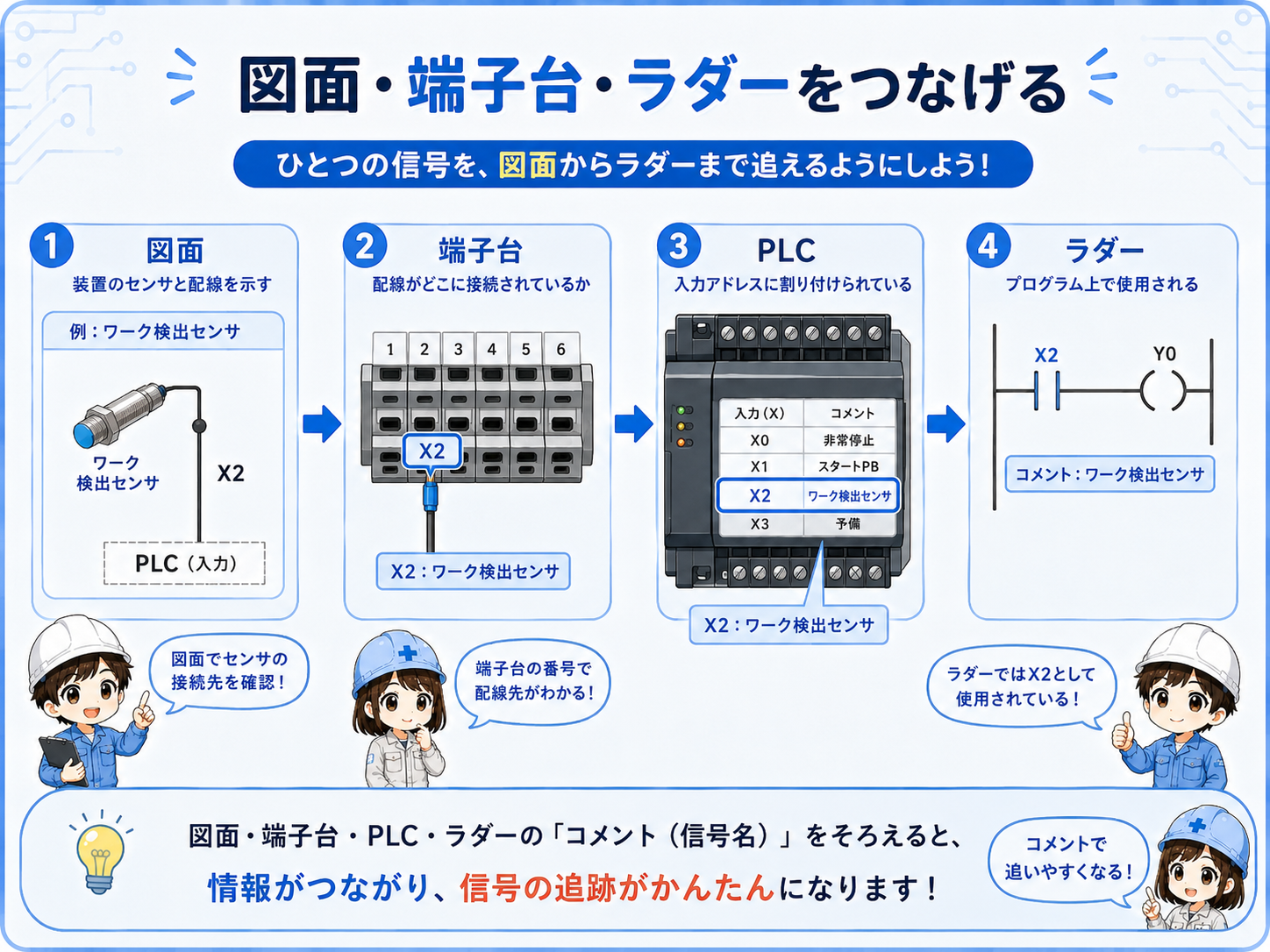
コメントが現場の地図になる
ラダーにコメントが入っていると、X10が「ワーク検出センサー」、Y20が「前進バルブ」のように分かりやすくなります。コメントと図面名称が合っているかも確認します。
7. I/O割付を見る時の注意点
I/O割付は、設備の動作に直結します。番号を間違えると、違うセンサーを見たり、違うバルブを動かしたりする可能性があります。特に改造や追加工事では、空き番号、既存使用箇所、図面更新、ラダーコメントを確認します。
既存番号を安易に変えない
既存のX/Y番号を変更すると、ラダー、タッチパネル、外部機器、帳票、保全資料などにも影響することがあります。変更前にはバックアップ、関係者確認、図面改訂、復旧手順を必ず確認してください。
- 図面だけでなく現物配線も確認する
- X/Y番号が既に使われていないか確認する
- ラダーコメントと図面名称を合わせる
- 増設ユニットやリモートI/Oの範囲を確認する
- 変更後は入出力チェックを行う
8. まとめ
PLCのI/O割付は、現場の入力・出力機器をPLC内の住所へ対応させるための考え方です。入力は主にX、出力は主にYとして扱い、図面、端子台、PLCユニット、ラダーをつなげて見ることで、信号の流れを追いやすくなります。
- I/O割付は現場機器とPLC番号の対応表
- 入力はX、出力はYとして見ることが多い
- 図面・端子台・ラダー・現物を合わせて確認する
- コメントと機器名の整合が大切
- 変更時は既存使用箇所と図面更新を確認する