1. 先に結論:Tは時間、Cは回数を見るデバイス
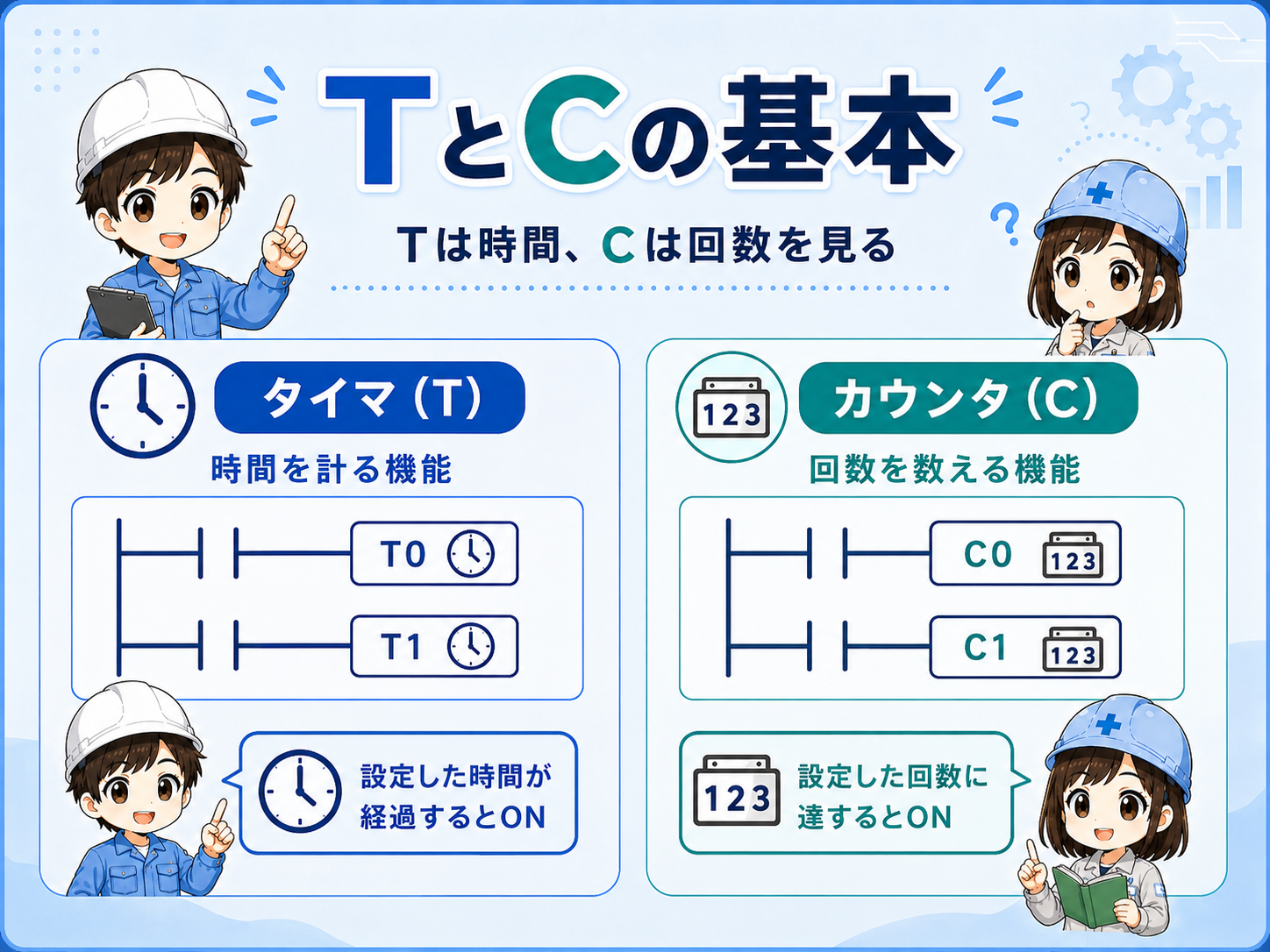
PLCのラダーで出てくるTはタイマ、Cはカウンタとして使われることが多いデバイスです。T0、T1、C0、C1のように、アルファベットと番号を組み合わせて扱います。
タイマは「一定時間たったらONする」、カウンタは「一定回数数えたらONする」と考えると入口は分かりやすいです。ただし実際のラダーでは、現在値、設定値、リセット条件、接点としての使われ方を分けて見る必要があります。
この記事で扱う範囲
この記事では、TとCの基本的な役割、デバイス番号の見方、現在値・設定値の考え方、ラダーで追う時の注意点を整理します。機種ごとの詳細範囲や命令仕様は、公式マニュアルと実プロジェクトで確認してください。

先輩Tは時間、Cは回数。まずはこの入口を押さえると、ラダーで止まっている場所を追いやすくなるよ。

新人T0やC0も、XやMみたいにPLCの中で見るデバイスなんですね。
PLCのエラーランプが点いた時に見る順番
PLC本体のERR/ALMなどが点いた時に、設備状態、電源、I/O、通信、エラー履歴、復旧前確認の順で落ち着いて確認する基本を整理しています。
2. T・Cとは何を見るものか
TとCは、ラダーの中で時間や回数を扱う時によく出てきます。Tはタイマとして、入力条件が成立してから一定時間後に接点をONさせるような使われ方をします。Cはカウンタとして、入力信号が入った回数を数え、設定回数に達したら接点をONさせるような使われ方をします。
| デバイス | 基本の役割 | 現場での見方 |
|---|---|---|
| T | タイマ。時間を数える | 現在値、設定時間、タイマ接点がONする条件を見る |
| C | カウンタ。回数を数える | 現在値、設定回数、カウント入力、リセット条件を見る |
| T接点/C接点 | 完了条件として使う | タイムアップ後、設定回数到達後に次の条件へつながる |
| 現在値 | 今どこまで進んでいるか | 設定値に近づいているか、リセットされていないかを見る |
3. タイマTの見方
タイマTは、条件が成立してから一定時間を数えるために使います。たとえば「センサーがONしてから2秒後に次の動作へ進む」「ランプを一定時間だけ点灯する」といった場面です。
ラダーを見る時は、Tの番号だけでなく、タイマを動かしている条件、設定値、タイマ接点がどこで使われているかを確認します。
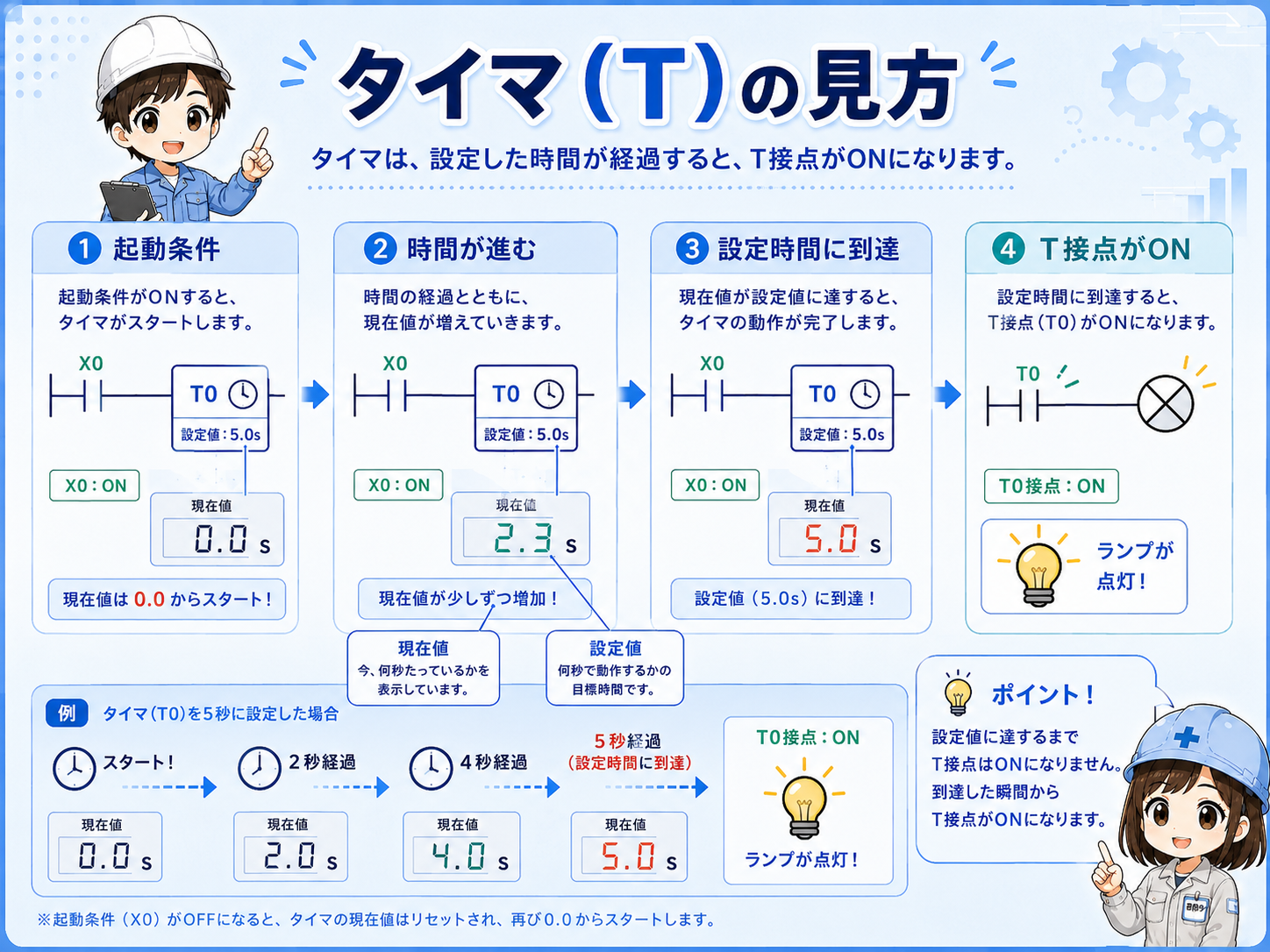
起動条件
どの接点や条件でタイマが数え始めるかを見ます。
設定値
何秒相当でタイムアップする設定かを確認します。
現在値
今どこまで時間が進んでいるかを見ます。
タイマ接点
タイムアップ後にどの動作へつながるかを追います。
4. カウンタCの見方
カウンタCは、信号が入った回数を数えるために使います。たとえば「ワークを10個数えたら停止する」「ボタンを押した回数を数える」「センサー通過回数で次工程へ進む」といった場面です。
Cを見る時は、カウント入力だけでなく、リセット条件が重要です。カウントは進んでいるのに動作が変わらない場合、設定値に達していないのか、リセットされているのか、C接点の使い方が違うのかを分けて確認します。
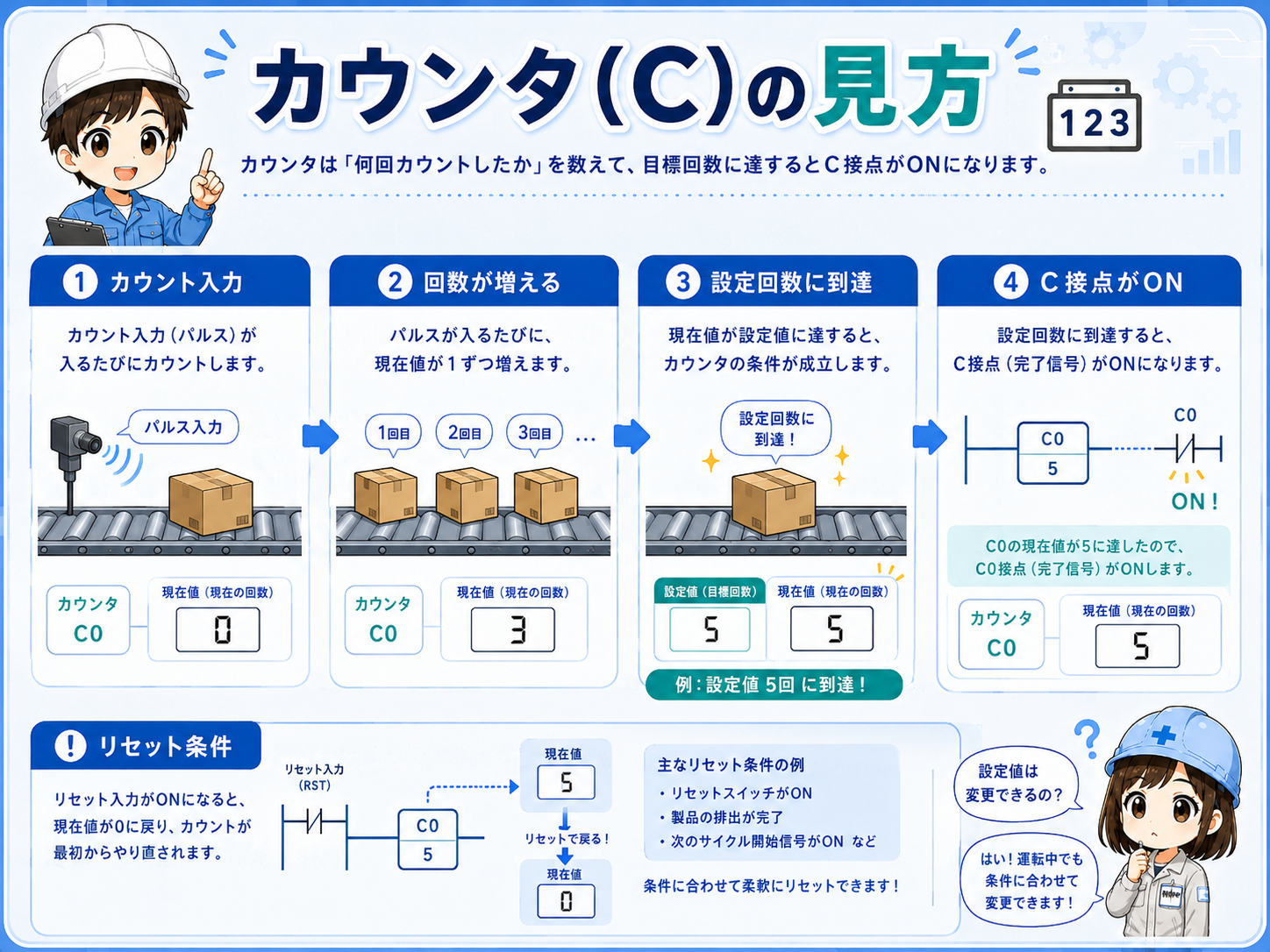
- カウント入力を見る:どの信号を数えているか確認します。
- 現在値を見る:今何回まで数えているか確認します。
- 設定値を見る:何回で完了する条件か確認します。
- リセット条件を見る:どの条件で0に戻るか確認します。
- C接点の使われ方を見る:完了後にどの回路へつながるか追います。
5. 現在値・設定値・接点を分けて見る
TやCで迷いやすいのは、同じ番号でも「現在値を見る」「設定値を見る」「接点として使う」という見方が混ざることです。T0やC0という番号だけを見て判断せず、それが何の意味で表示されているかを確認します。
| 見るもの | 意味 | 確認ポイント |
|---|---|---|
| 現在値 | 時間や回数が今どこまで進んでいるか | 増えているか、途中で戻っていないかを見る |
| 設定値 | 何秒・何回で完了とするか | 仕様書や画面設定と合っているか確認する |
| T接点 / C接点 | 完了後にONする条件 | 次工程や出力条件にどう使われるかを見る |
| リセット条件 | 現在値を戻す条件 | 意図せず戻っていないか、戻し忘れがないか見る |
表示形式や単位も確認する
タイマの単位やカウンタの扱いは、PLC機種や命令の種類によって違う場合があります。秒、0.1秒、ms相当などを思い込みで判断せず、公式マニュアル・コメント・画面表示・既存仕様を合わせて確認します。
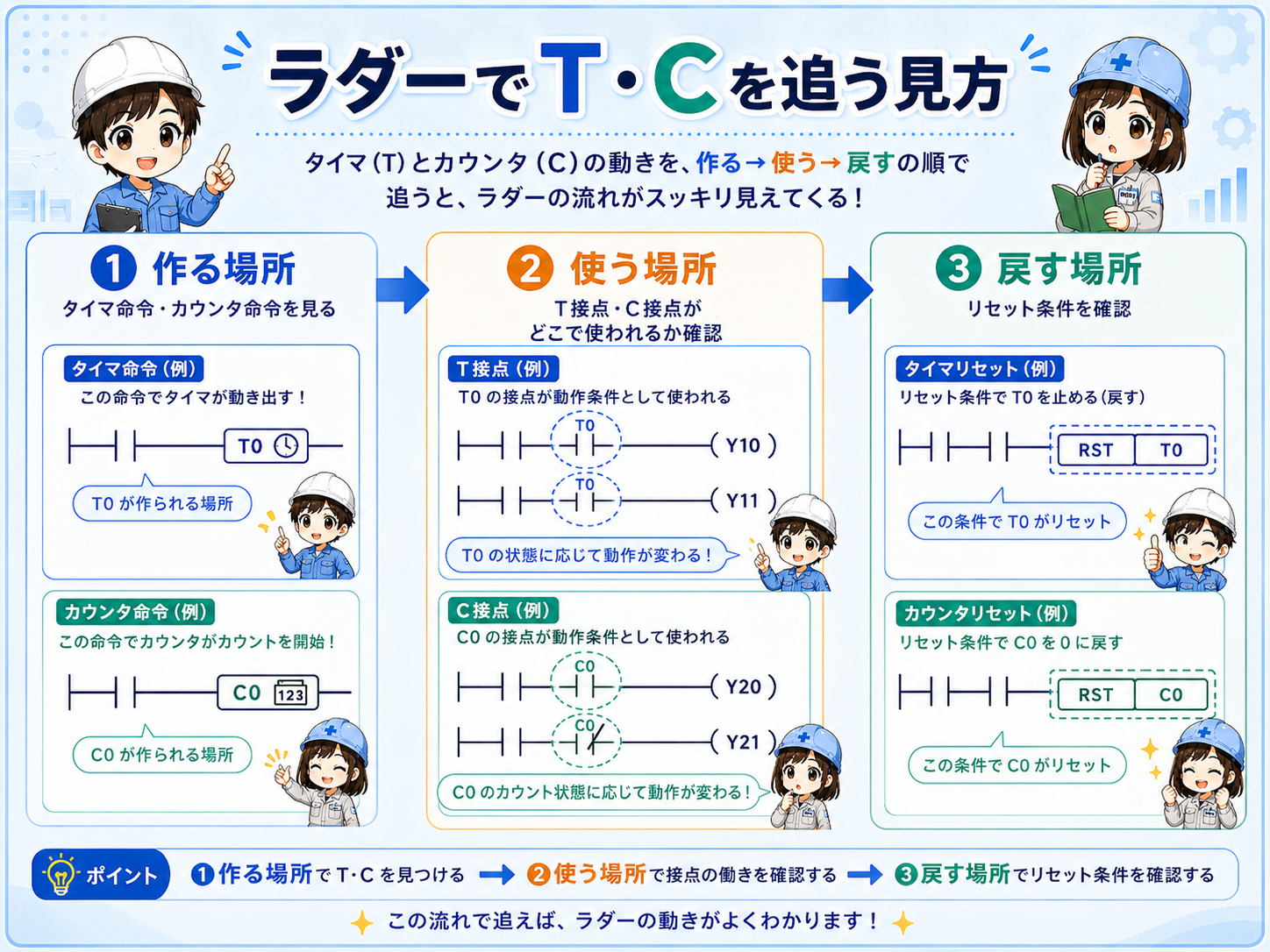
6. ラダーでT・Cを追う時の基本
ラダーでTやCを追う時は、まずそのT/Cを「作っている場所」と「使っている場所」を分けます。タイマ命令やカウンタ命令がある場所は値や完了条件を作る側、T接点やC接点として出てくる場所はその結果を使う側です。
クロスリファレンスと組み合わせると探しやすい
T0やC0が複数箇所に出てくる場合は、クロスリファレンスで使用箇所を確認し、タイマ命令・カウンタ命令・接点・リセット条件を分けて追うと見落としにくくなります。
7. T・Cを見る時の注意点
TやCは便利ですが、現在値だけを見て原因を決めつけないようにします。起動条件が入っていない、リセット条件が入りっぱなし、設定値が想定と違う、完了接点の使われ方が違うなど、複数の原因が考えられます。
設定変更は現場ルールに従う
タイマ設定やカウンタ設定を変えると、設備の動作タイミングや停止条件が変わることがあります。変更前にはバックアップ、関係者共有、設備状態、周囲安全、復旧手順を確認してください。
- タイマの単位を思い込みで判断しない
- 現在値が進まない時は起動条件を見る
- カウンタが増えない時はカウント入力を見る
- 値が戻る時はリセット条件を見る
- 完了接点がどこで使われているかを確認する
8. まとめ
PLCのTはタイマ、Cはカウンタとして、時間や回数を扱うために使われることが多いデバイスです。ラダーを見る時は、番号だけでなく、現在値、設定値、接点、リセット条件を分けて確認すると理解しやすくなります。
- Tは時間を数えるタイマとして見る
- Cは回数を数えるカウンタとして見る
- 現在値と設定値を分けて確認する
- T接点・C接点がどこで使われているかを見る
- リセット条件や単位を思い込みで判断しない