1. 先に結論
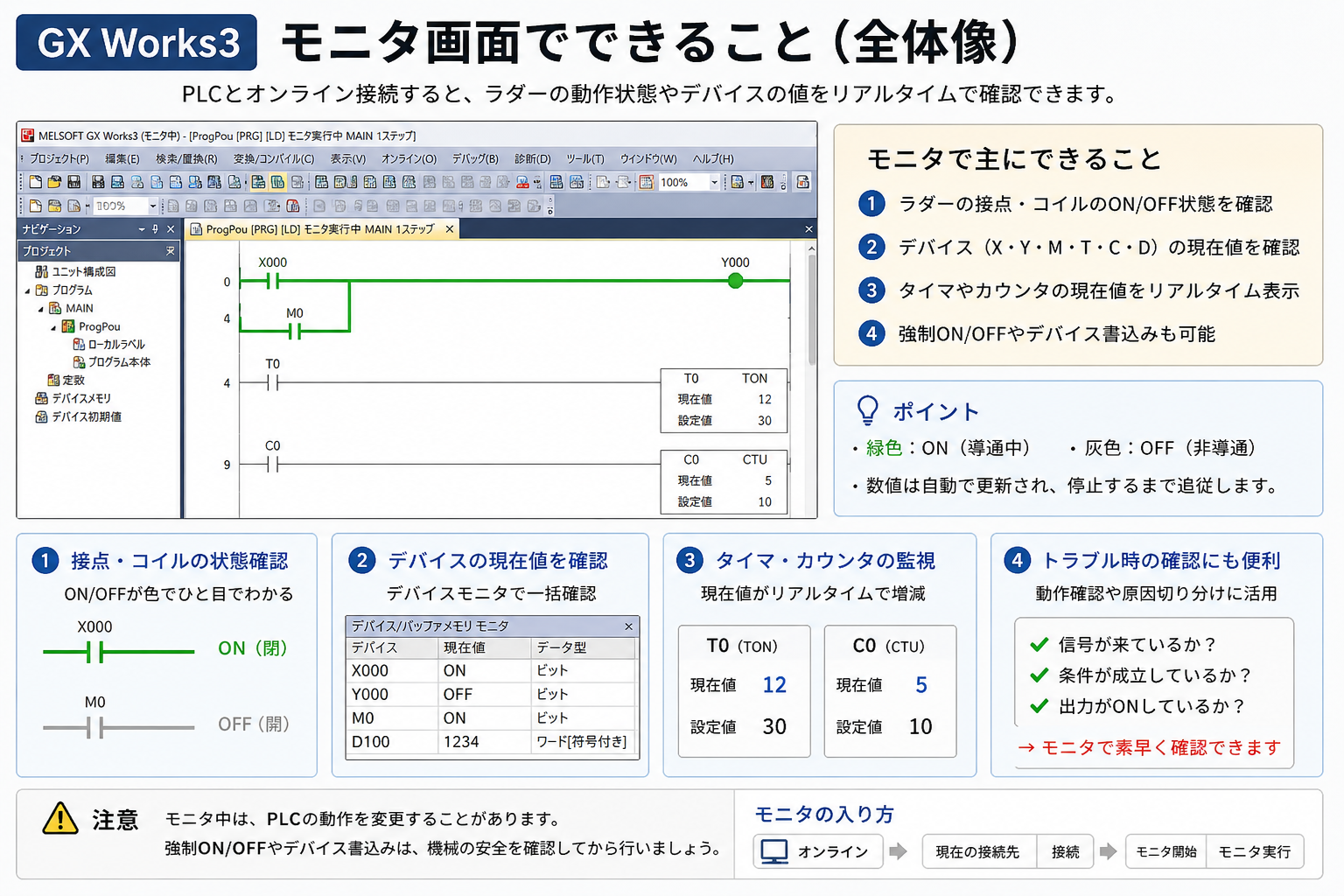
GX Works3のモニタ表示は、ラダーを「今どの条件がONしているか」という目線で見るための機能です。 ラダー図だけを見るより、実際の入力、内部リレー、タイマ、カウンタ、出力の状態を合わせて確認できます。
大事なのは、画面上で光っている・数値が変わっている部分だけを見るのではなく、左から右へ条件がつながっているかを順番に追うことです。 どこで条件が途切れているかを見ると、入力側の問題なのか、内部条件なのか、出力側なのかを分けやすくなります。
モニタ表示は「止まっている条件」を探すために使う
出力がONしない時は、最後の出力コイルだけを見るのではなく、その手前の入力条件・インターロック・タイマ条件を順番に確認します。

先輩モニタ表示は、ラダーが今どう動いているかを見るための入口だよ。まずは条件がどこまでつながっているかを見よう。

新人出力だけじゃなくて、手前の接点や内部条件を順番に見るんですね。
PLCのエラーランプが点いた時に見る順番
PLC本体のERR/ALMなどが点いた時に、設備状態、電源、I/O、通信、エラー履歴、復旧前確認の順で落ち着いて確認する基本を整理しています。
2. モニタ表示で見る基本の流れ
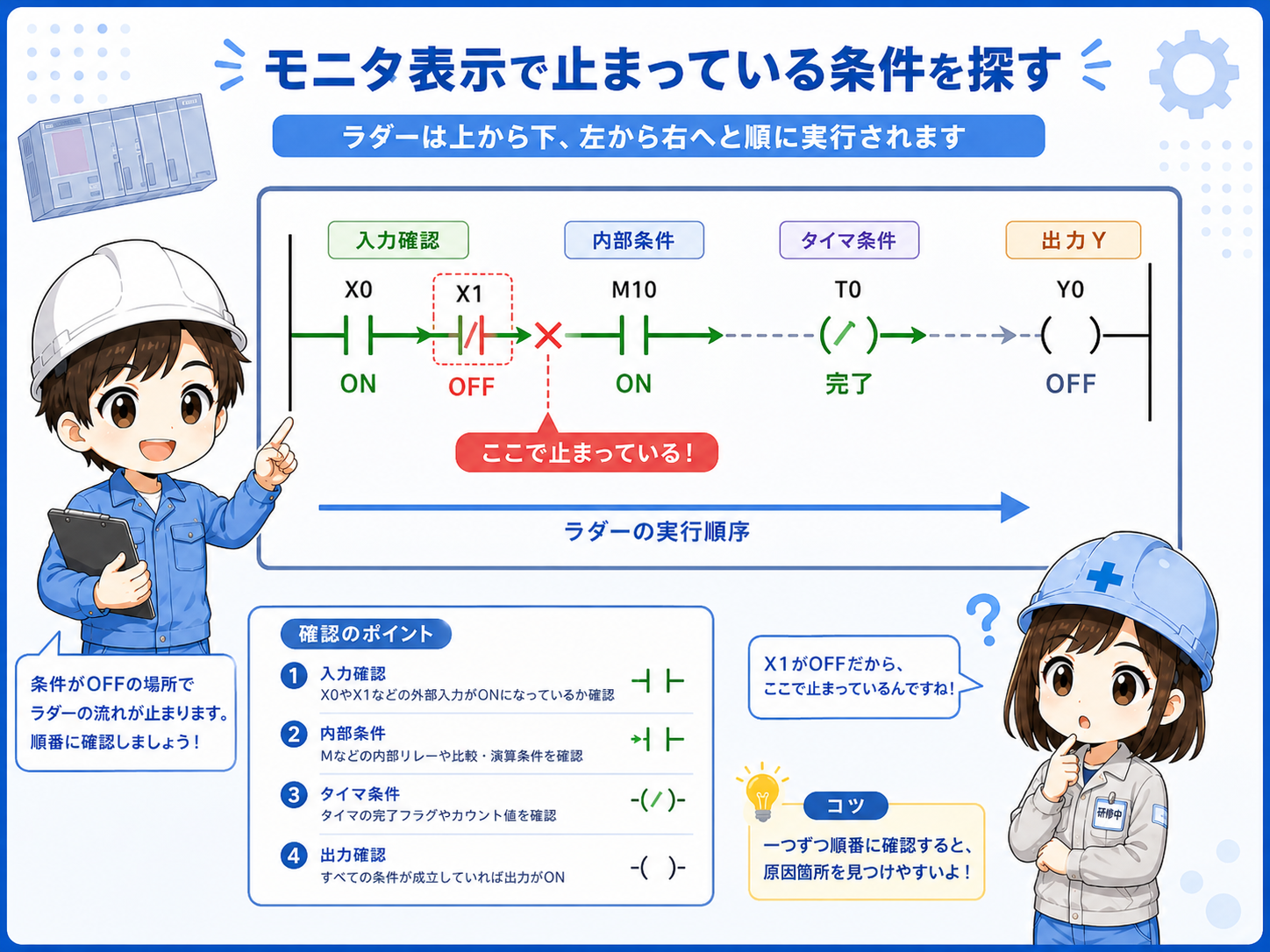
トラブル確認でモニタ表示を見る時は、ラダーの上流から順番に追います。 入力条件、内部条件、タイマ・カウンタ、出力コイルの順に見ると、どこで条件が成立していないかを見つけやすくなります。
- 入力を見る:Xやセンサー入力がONしているか確認します。
- 内部条件を見る:Mやインターロック条件が成立しているか確認します。
- 時間・回数を見る:TやCの現在値、設定値、接点状態を確認します。
- 出力を見る:YやコイルがONしているか確認します。
- 数値を見る:Dなどのデータ値が期待どおりか確認します。
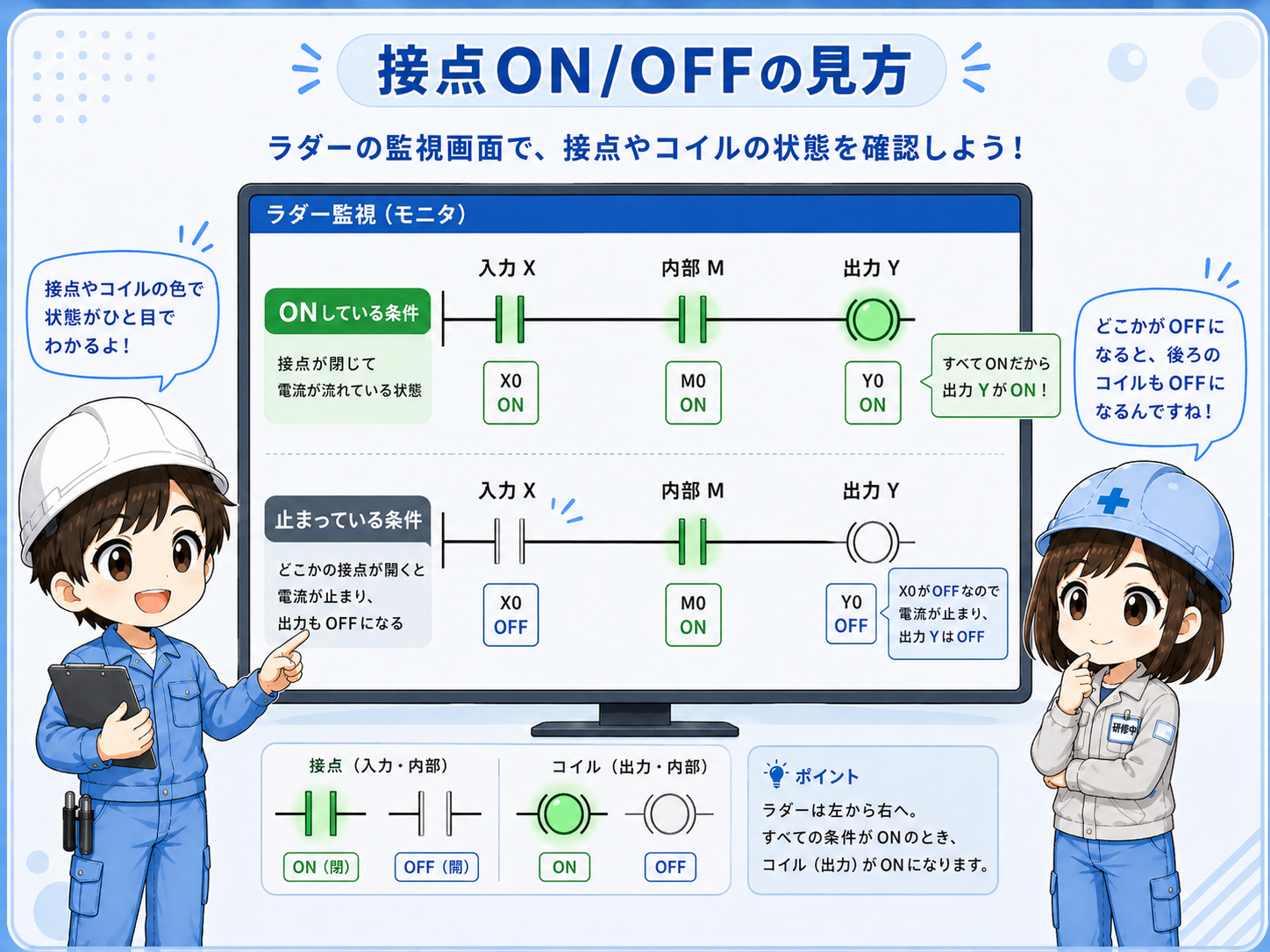
3. 接点・コイルのON/OFFを見る
ラダーのモニタ表示では、接点やコイルの状態を見ながら、条件が成立しているかを確認します。 入力XがONしているか、内部MがONしているか、出力YがONしているかを、ラダーの流れに沿って確認します。
ただし、画面上でONしているように見えても、実際の機器が動くとは限りません。 PLC内部の状態と、出力ユニット、リレー、電磁弁、ランプなどの現物側は分けて確認します。
X入力
センサー、押しボタン、リミットスイッチなどの入力状態を見ます。
M内部リレー
ラダー内部で使う条件や保持状態を確認します。
Y出力
PLCが出力命令を出しているかを見ます。
接点の向き
a接点・b接点で、ON表示の意味が変わることに注意します。
4. Dレジスタなどのデバイス値を見る
GX Works3では、Dレジスタなどの数値デバイスも確認できます。 例えば、タッチパネルから入った設定値、センサーから取り込んだ数値、演算結果、工程番号などを確認する時に使います。
数値を見る時は、10進数なのか、16進数なのか、BCDなのか、符号付きなのかを意識します。 表示形式が違うだけで、値の見え方が変わることがあります。

数値は「値」「単位」「表示形式」をセットで見る
例えば同じD100でも、圧力値、工程番号、時間設定、温度値など、使われ方はプログラムによって違います。 コメントや仕様書と合わせて確認します。
5. タイマ・カウンタの現在値を見る
タイマTやカウンタCは、条件が入ってから現在値が変化します。 タイマが進んでいるのか、設定値まで到達しているのか、カウンタが数えているのかを確認すると、動作待ちなのか条件不成立なのかを分けやすくなります。
タイマ接点がONしない時は、タイマ入力条件が入っていない、設定値が大きすぎる、途中でリセットされている、別条件で止まっているなどを確認します。
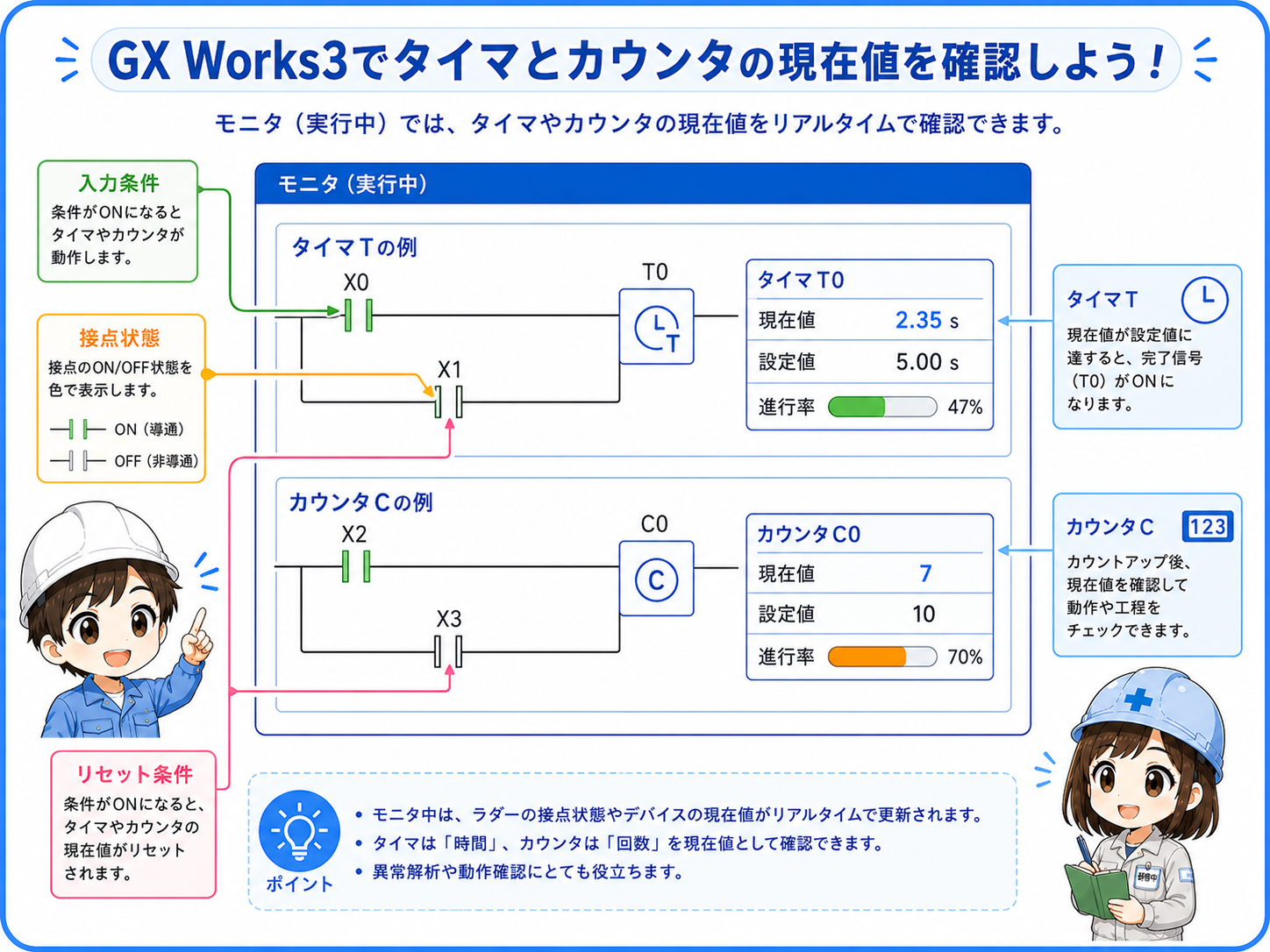
現在値が変わらない時
タイマやカウンタの現在値が変わらない場合、まずその手前の入力条件が成立しているかを確認します。 数値だけを見ても、原因が見えにくいことがあります。
6. どこで条件が止まっているかを見る
モニタ表示で一番使う場面は、設備が動かない時に「どの条件が成立していないか」を見る時です。 出力がONしないなら、出力コイルから左側へ戻っていくのではなく、左から右へ条件の流れを順番に見ます。
入力が入っていないのか、モード条件が違うのか、インターロックで止まっているのか、タイマ待ちなのかを切り分けると、確認する現物も絞りやすくなります。
| 見えている状態 | 考えられる見方 | 次に見る場所 |
|---|---|---|
| 入力XがONしない | センサー、押しボタン、配線、入力ユニット側で止まっている可能性 | 現物センサー、入力LED、端子台、DC24V |
| M条件がONしない | モード条件、保持条件、インターロックが成立していない可能性 | 前段のラダー、自己保持、異常条件 |
| T/Cが進まない | タイマ・カウンタの入力条件が入っていない可能性 | 入力条件、リセット条件、設定値 |
| YはONしている | PLC内部では出力しているが、負荷側で止まっている可能性 | 出力LED、リレー、電磁弁、ランプ、負荷側電源 |
7. モニタ表示を見る時の注意点
モニタ表示は便利ですが、見えているのはPLC内部やデバイス状態です。 画面上で出力がONしていても、実際の負荷が動くには出力ユニット、配線、リレー、電源、機械側の条件も必要です。
また、オンライン状態での確認や実機接続中の作業は、設備の動作に関わります。 強制ON/OFF、オンライン書込み、値変更は、この記事では扱わず、別記事で安全注意を含めて整理する前提です。
モニタ表示と操作を混同しない
モニタ表示は状態を見るためのものです。 強制ON/OFFやデバイス値変更は設備を動かす可能性があるため、社内ルール、権限、安全確認、設備停止状態を必ず確認してください。
8. まとめ
GX Works3のモニタ表示では、ラダーの接点・コイルのON/OFF、Dレジスタの値、タイマ・カウンタの現在値を確認できます。 トラブル時は、出力だけを見るのではなく、入力条件、内部条件、時間・回数条件、出力条件を順番に追うことが大切です。
- モニタ表示は、今のラダー状態を確認するために使う
- 入力X、内部M、出力Yをラダーの流れに沿って見る
- Dレジスタなどの数値は、表示形式と単位を合わせて確認する
- タイマ・カウンタは、入力条件・現在値・設定値をセットで見る
- 画面上のONと、現物が動くことは分けて考える