What is a pressure gauge?
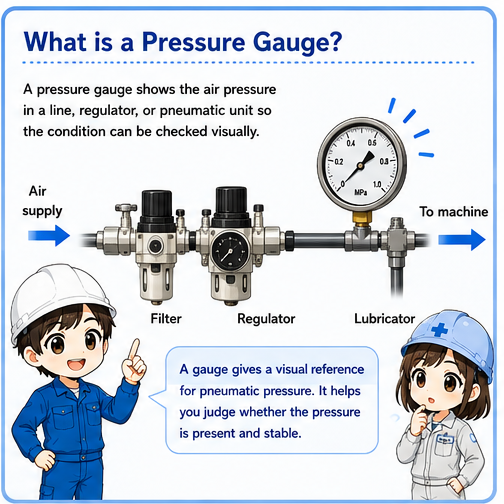
A pressure gauge shows the air pressure in a line, regulator, or pneumatic unit so the condition can be checked visually.
In pneumatic equipment, compressed air is used to move cylinders, grippers, valves, and other mechanisms. A pressure gauge helps you see whether enough pressure is available at a certain point in the circuit.
From a field troubleshooting point of view, a pressure gauge is useful because it can quickly answer a simple question: is there air pressure here, and is it stable?

When a cylinder is weak or slow, check the gauge first. It tells you whether the air side is starting from a reasonable condition.

So I should not only look at the PLC output. I should also check whether the air pressure is present and stable.
How to read a pressure gauge
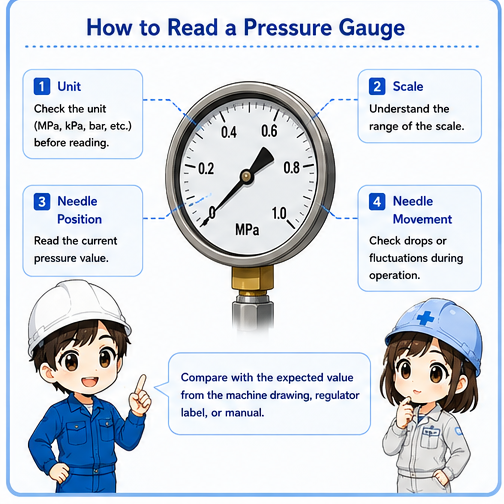
Read the unit, scale, needle position, and whether the value changes when the machine moves.
Many pneumatic gauges use MPa. The exact normal pressure depends on the equipment, regulator setting, actuator, and machine design. Do not assume a universal correct value. Always compare the gauge reading with the machine drawing, regulator label, or the manufacturer manual.
| Check point | What to look at | Field meaning |
|---|---|---|
| Unit | MPa, kPa, bar, or another unit shown on the gauge. | Do not compare values without confirming the unit. |
| Needle position | Current pressure value when the machine is stopped. | Shows the available pressure at that point. |
| Needle movement | Drop, fluctuation, or slow recovery during operation. | May indicate air consumption, restriction, leak, or supply issue. |
| Expected range | Machine setting, regulator label, drawing, or manual value. | Use the actual equipment information instead of guessing. |
Do not treat the gauge as a precision diagnosis by itself
A pressure gauge is a useful visual reference, but it may not show fast changes, sensor signals, or local restrictions after the gauge position.
Pressure drop during machine movement
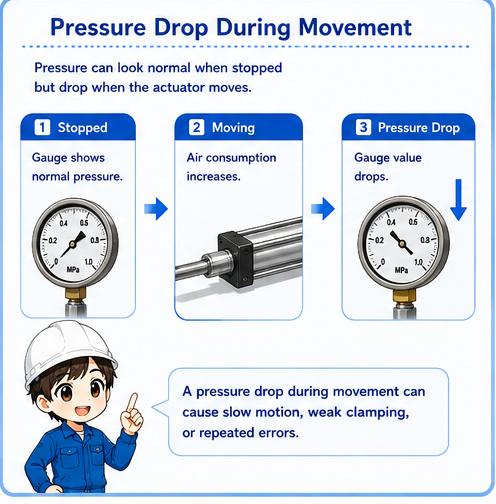
A gauge value can look normal when stopped, but drop when the actuator moves.
If a cylinder moves slowly, fails to clamp strongly, or causes repeated errors, watch the gauge while the machine operates safely. The pressure may drop only during movement because air consumption increases.
1. Machine stopped
The gauge may show normal pressure.
2. Cylinder moves
Air consumption increases during motion.
3. Pressure drops
Low supply, restriction, or leakage may appear as a drop.
Stopped pressure and operating pressure are different clues
Check the gauge both before movement and during movement. A stable stopped value does not always mean the machine has enough air during operation.
Where pressure gauges are installed
Gauge location matters. The reading only represents pressure at the point where the gauge is installed.
A gauge near the main regulator may show normal pressure, but a machine-side circuit may still have a restriction, closed valve, damaged tube, or local pressure drop. Always think about where the gauge is located in the pneumatic path.
| Gauge location | What it can tell you | What it may not show |
|---|---|---|
| Main air preparation unit | General supply pressure to the machine. | Pressure loss after branch piping or local restrictions. |
| Regulator near actuator | Pressure set for a local pneumatic function. | Electrical command, valve switching, or cylinder mechanical binding. |
| Vacuum or special circuit | Condition of a specific pneumatic function. | Other machine circuits outside that branch. |
Good field habit
When reporting a pressure value, also report where the gauge is installed. “0.5 MPa at the main regulator” and “0.5 MPa near the cylinder” are different information.
Field checks before adjusting pressure
Do not adjust the regulator immediately. First understand whether the current value is actually wrong.
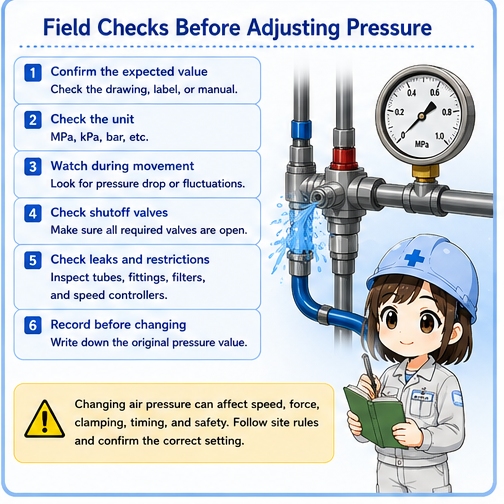
1. Confirm the expected value
Check the drawing, label, machine standard, or manual before changing the regulator.
2. Check the unit
Confirm whether the gauge uses MPa, kPa, bar, or another unit.
3. Watch during movement
Look for pressure drop or unstable needle movement while the machine moves safely.
4. Check shutoff valves
Confirm that manual valves and supply valves are fully open where required.
5. Check leaks and restrictions
Listen for leaks and inspect tubes, fittings, speed controllers, and filters.
6. Record before changing
Write down the original pressure value before making any adjustment.
Pressure adjustment can change machine behavior
Changing air pressure can affect speed, force, clamping, timing, and safety. Follow site rules and confirm the correct setting before adjustment.
Common pressure gauge trouble patterns
The gauge symptom helps decide whether to check supply air, regulator setting, leaks, restrictions, or machine-side consumption.
| Symptom | Likely area | First check |
|---|---|---|
| Gauge shows zero | No supply air, closed valve, disconnected line, or broken gauge. | Check upstream supply, shutoff valve, and nearby gauges. |
| Gauge value is lower than expected | Regulator setting, supply shortage, leak, filter clog, or restriction. | Confirm expected value and inspect regulator and air supply path. |
| Pressure drops during movement | High air consumption, leak, undersized line, restriction, or supply issue. | Watch the gauge during operation and compare with upstream pressure. |
| Needle fluctuates quickly | Pressure pulsation, unstable supply, or rapid air consumption. | Check when the fluctuation occurs and what device is moving. |
| Machine is weak even though gauge looks normal | Gauge location, local restriction, valve issue, cylinder friction, or mechanical load. | Check pressure closer to the actuator and inspect the mechanical side. |
Summary
A pressure gauge is a simple but important visual reference for pneumatic equipment. It helps you check whether pressure is present, whether the value is close to the expected range, and whether pressure drops during machine movement.
The key is to read the gauge together with its location, unit, expected setting, and machine condition. Do not adjust pressure just because the machine is not moving correctly. First check air supply, shutoff valves, regulator setting, leaks, restrictions, and operating pressure drop.
Final takeaway
Use the pressure gauge as an early clue: check pressure at the right location, watch it during movement, and compare it with the correct machine setting before making changes.
Related articles
Read these next to connect pressure checks with pneumatic valves, pressure switches, and PLC input troubleshooting.