1. 先に結論:デバイス値は「番号だけ」で見ない
GX Works3でデバイス値を見る時は、まず何のデバイスを見たいのかを整理します。 Dレジスタの数値を見たいのか、Mの内部条件を見たいのか、X入力やY出力のON/OFFを見たいのかで、確認する意味が変わります。
例えばD100という番号が分かっていても、それが圧力なのか、時間設定なのか、工程番号なのかはプログラムによって違います。 そのため、値だけを見て判断せず、コメント、仕様書、ラダー上の使われ方、現物の状態を合わせて見ることが大切です。
この記事で扱う範囲
この記事では、デバイス番号を入力して状態を見る方法、コメントや検索で探す考え方、検索結果を順番に見て使われ方を確認する流れを整理します。 強制ON/OFF、オンライン書込み、デバイス値の変更手順は扱いません。

先輩D100を見る時も、数字だけじゃなくて「何の値として使っているか」まで見るのが大事だよ。

新人同じD100でも、現場やプログラムによって意味が違うんですね。
PLCのエラーランプが点いた時に見る順番
PLC本体のERR/ALMなどが点いた時に、設備状態、電源、I/O、通信、エラー履歴、復旧前確認の順で落ち着いて確認する基本を整理しています。
2. デバイス値を見る前に確認すること
デバイス値を見る前に、見たい対象を少し整理しておくと確認が早くなります。 特に、デバイス番号、デバイスの種類、コメント、表示形式、現物との関係を分けて考えると、画面上の値に振り回されにくくなります。
デバイス番号
D100、M10、X0、Y20など、種類と番号をセットで確認します。
コメント
設定値、現在値、工程番号、異常条件など、何を表しているかを見ます。
表示形式
10進数、16進数、符号付き、BCDなどで見え方が変わることがあります。
使われ方
そのデバイスが比較、条件、表示、演算のどこに使われているかを追います。
コメントがあるとは限らない
現場のプログラムでは、コメントが入っていない場合や、古いコメントが残っている場合もあります。 コメントは手がかりとして使い、最後はラダーの前後条件や現物の動きと合わせて判断します。
3. デバイス番号を入力して値を見る
デバイス番号が分かっている場合は、D100、M10、X0、Y20のように、デバイス種別と番号をセットで指定して状態を確認します。 ここで大切なのは、Dは数値、Mは内部条件、Xは入力、Yは出力のように、種類ごとの意味を分けて見ることです。
Dレジスタを見る時は、数値そのものだけでなく、その値が設定値なのか、現在値なのか、計算結果なのかを確認します。 MやX、Yを見る時は、ON/OFFしているかだけでなく、その信号が何の条件につながっているかも合わせて見ます。
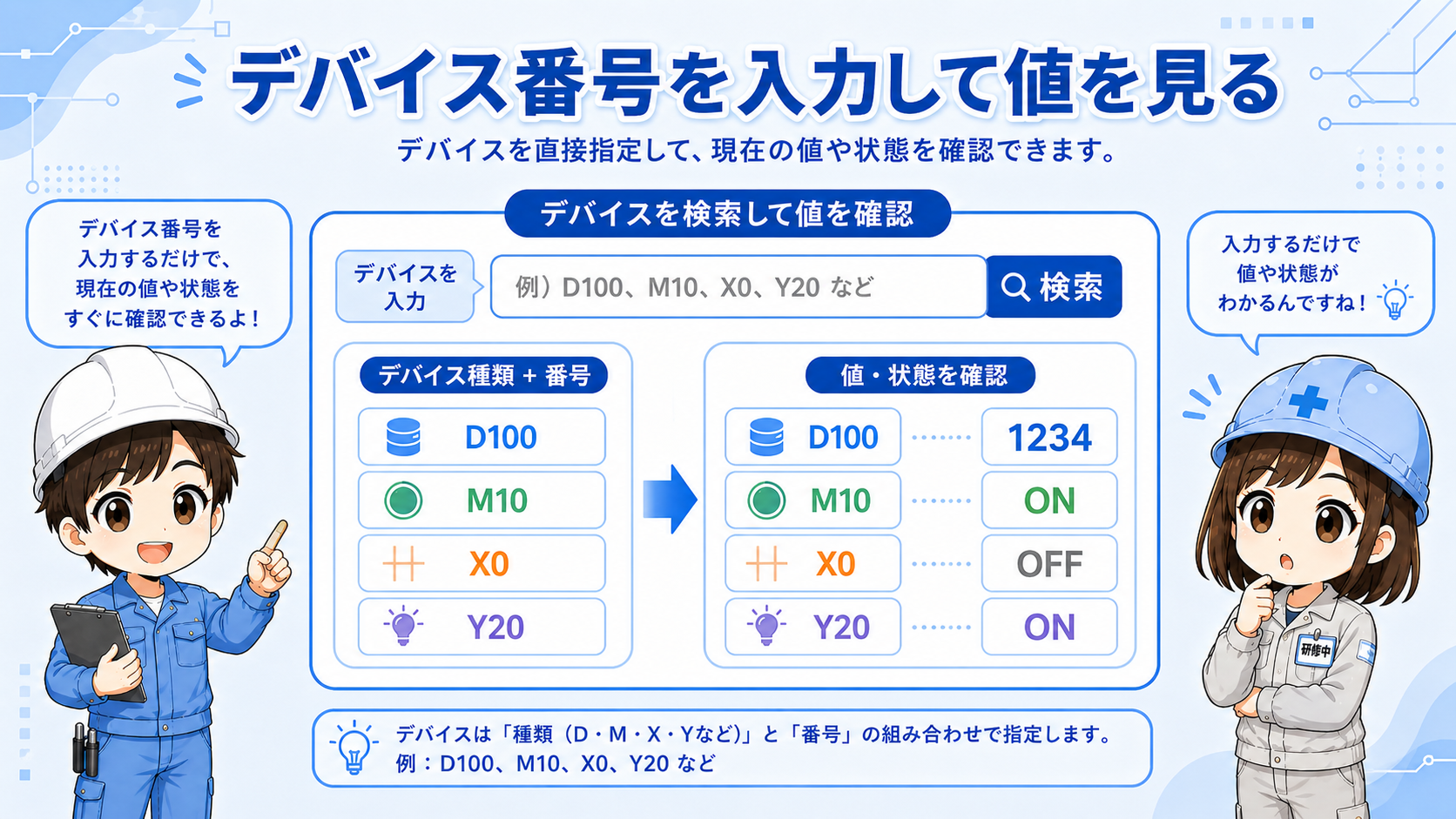
| デバイス例 | 見る内容 | 確認のポイント |
|---|---|---|
| D100 | 数値、設定値、現在値、工程番号など | 単位、表示形式、コメント、使われている比較条件を見る |
| M10 | 内部条件、保持条件、インターロック条件など | そのMをONさせている前段条件を追う |
| X0 | センサーや押しボタンなどの入力状態 | 現物、入力LED、端子台、配線と合わせて見る |
| Y20 | ランプ、リレー、電磁弁などへの出力状態 | PLC内部のONと、負荷側が実際に動くことを分けて見る |
4. コメントや図面からデバイスを探す
見たいデバイス番号が分からない時は、コメント、図面、仕様書、ラダー内の表記を手がかりにします。 例えば「シリンダ前進端」「運転準備」「設定時間」などのコメントがあれば、関連するX、M、D、Tなどを探しやすくなります。
ただし、似たようなコメントが複数ある場合は注意が必要です。 装置名、工程名、前後のラダー条件、実際の現物位置を合わせて見ないと、別のデバイスを見てしまうことがあります。
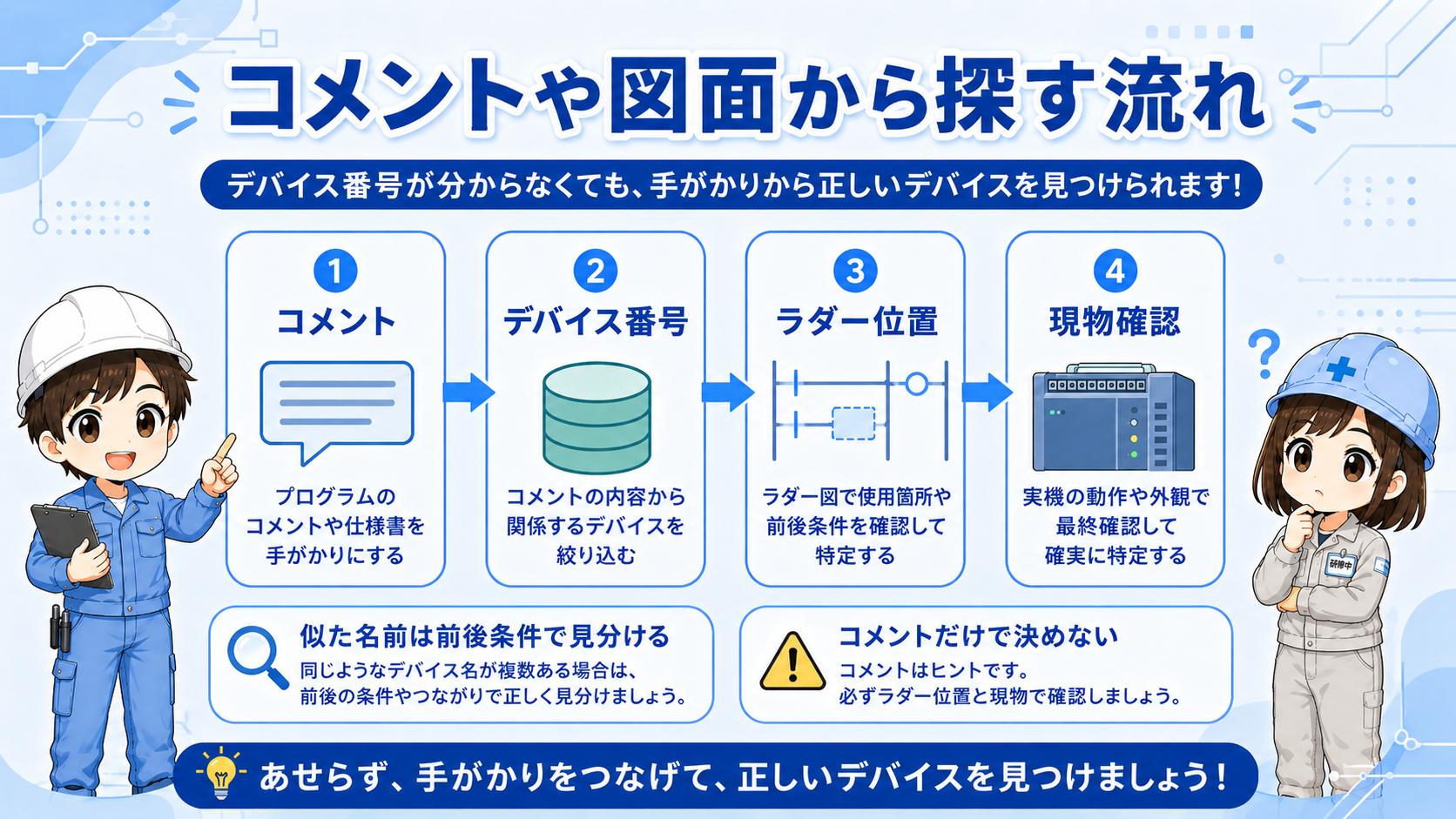
- 現物や症状を決める:どの機器、どの工程、どの動作を見たいのかを決めます。
- コメントを探す:機器名、工程名、異常名、設定名などで関連デバイスを探します。
- ラダー位置を見る:そのデバイスが条件側なのか、コイル側なのか、比較や演算に使われているのかを見ます。
- 現物と照合する:センサー、ランプ、電磁弁、タッチパネル表示などと合わせて確認します。
5. ラダー検索で使用箇所を順番に確認する
デバイス番号やコメントで検索した時は、最初に見つかった場所だけで判断しないようにします。 同じデバイスは、ラダー内で複数回使われていることがあります。
検索結果を順番に確認しながら、そのデバイスが接点側で条件として使われているのか、 コイル側で書き込まれているのか、比較・演算・転送の中で使われているのかを分けて見ます。
- 検索する文字を決める:D100、M10などのデバイス番号、またはコメントの一部を検索対象にします。
- 検索結果へ移動する:検索結果から、関係しそうな使用箇所へ移動します。
- 次の候補も見る:同じデバイスが複数箇所で使われていないか、検索結果を順番に確認します。
- 使われ方を分ける:接点、コイル、比較条件、転送元、転送先、表示用など、役割を見分けます。
- 原因側へ戻る:値を作っている場所、ONさせている条件、現物側の状態を順番に追います。
検索結果は「全部見る」つもりで追う
最初に出た場所だけを見ると、値を表示しているだけの場所を原因だと思ってしまうことがあります。 値を作っている場所、値を比較している場所、出力条件に使っている場所を分けて確認します。
具体的なキー操作名は環境で変わることがある
検索結果の送り方やショートカットは、GX Works3のバージョンや設定、表示中の画面によって異なる場合があります。 この記事では、キー名を断定せず、「検索結果を順番に確認し、使われ方を分ける」考え方を重視します。
6. 見つけたデバイスからラダーを追う
デバイス値を見つけたら、そこで終わりではありません。 その値がラダーのどこで使われているか、何をONさせているか、どの条件で書き換わるかを追うと、原因に近づきやすくなります。
例えばM10がOFFなら、M10を使っている場所だけでなく、M10をONさせる前段条件を探します。 D100の値がおかしいなら、D100を表示している場所だけでなく、D100へ値を入れている処理や、D100を比較している条件も確認します。
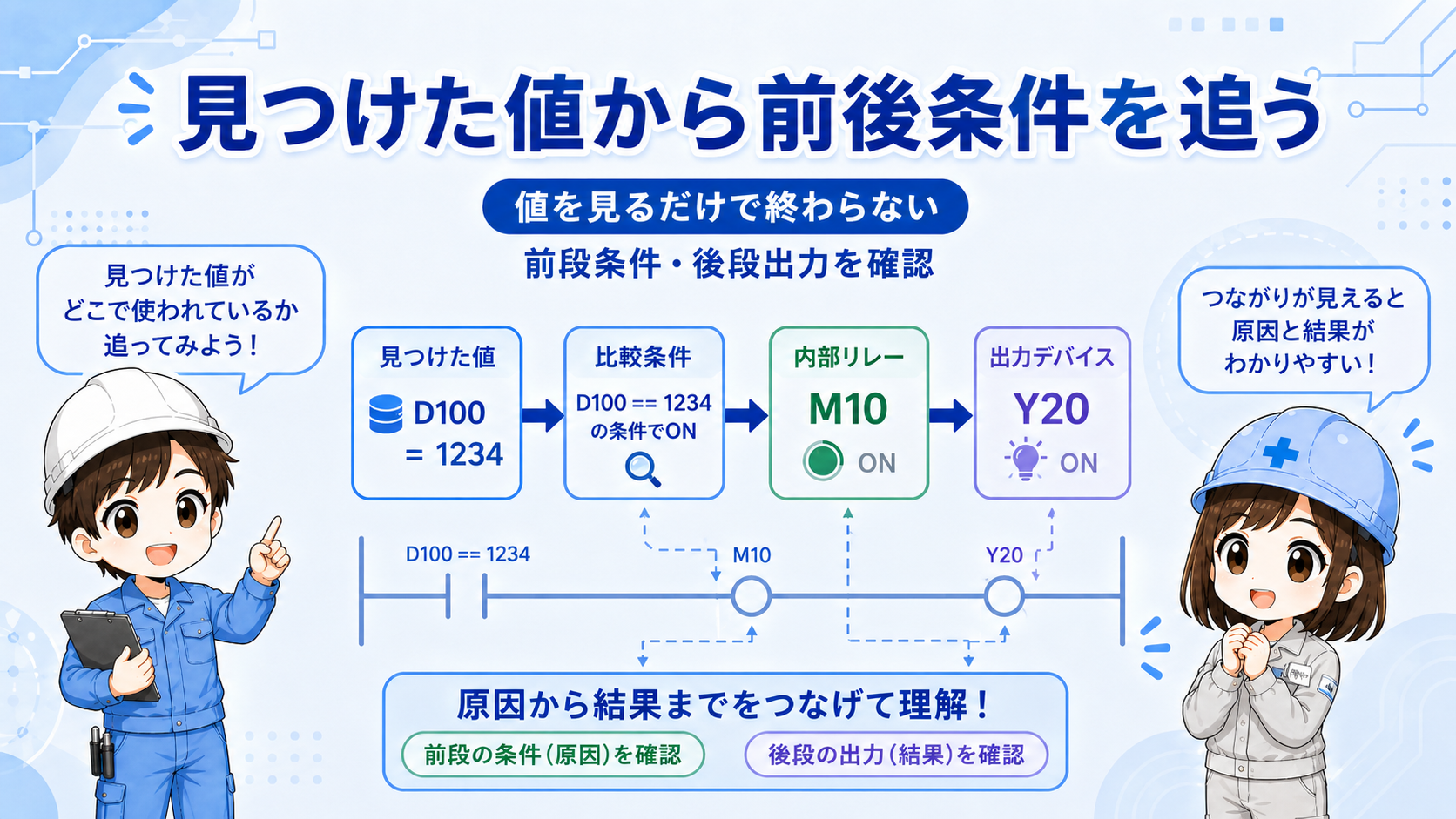
「使っている場所」と「作っている場所」を分ける
同じMやDでも、参照している場所と値を作っている場所は違うことがあります。 どこで使っているかだけでなく、どこでONしているか、どこで値が入っているかを分けて確認します。
7. 数値を見る時は表示形式と単位に注意する
Dレジスタなどの数値を見る時は、表示されている数字だけで判断しないようにします。 10進数、16進数、BCD、符号付き、スケーリングの有無によって、同じ内部値でも見え方や意味が変わることがあります。
例えば、画面上では100と見えていても、それが100mmなのか、10.0秒なのか、100個なのか、100%なのかはプログラム次第です。 そのため、単位、コメント、タッチパネル表示、仕様書、ラダー内の比較条件を合わせて確認します。
| 見る項目 | 確認する理由 | 現場での見方 |
|---|---|---|
| 10進数 / 16進数 | 表示形式が違うと、同じ値でも見え方が変わる | 仕様書や既存コメントと照合する |
| 単位 | 数値だけでは、秒、mm、個数、温度などが分からない | タッチパネル表示や図面の単位を見る |
| スケーリング | 内部値と実際の物理量がそのまま一致しないことがある | アナログ値や演算処理の前後を見る |
| 符号 | マイナス値や範囲外の見え方で判断を誤ることがある | 設定範囲、比較条件、異常判定を確認する |
8. デバイス値を見る時の注意点
デバイス値を見る作業と、デバイス値を変更する作業は別です。 値を見るだけなら状態確認ですが、値変更、強制ON/OFF、オンライン書込みは、設備の動作や安全に影響する可能性があります。
また、画面上でYがONしていても、実際の負荷が動くには出力ユニット、リレー、電磁弁、ランプ、負荷側電源、配線などの条件が必要です。 PLC内部の状態と現物側の状態は分けて確認します。
値変更・強制操作はこの記事では扱わない
デバイス値の変更や強制ON/OFFは、設備を動かす可能性があります。 実施する場合は、社内ルール、権限、設備停止状態、周囲安全、関係者への連絡を必ず確認してください。
9. まとめ
GX Works3でデバイス値を見る時は、デバイス番号だけで判断せず、種類、コメント、表示形式、ラダー上の使われ方を合わせて確認します。 値を見つけた後に、どこで作られ、どこで使われ、現物側ではどうなっているかを追うと、原因の切り分けがしやすくなります。
- デバイスは、D、M、X、Yなどの種類と番号をセットで見る
- Dレジスタは、値だけでなく単位・表示形式・コメントも確認する
- MやYは、ON/OFF状態だけでなく前後条件を追う
- 検索結果は1件だけで判断せず、同じデバイスの使用箇所を順番に確認する
- コメントは手がかりだが、ラダーと現物で照合する
- 値を見る作業と、値を変更する作業は分けて考える